IM550F充電輥源頭廠家
充電輥安裝規范正確安裝是發揮性能的關鍵。首先確保斷電并釋放殘留電荷。檢查安裝部位清潔,無灰塵或殘留物。對準安裝標記,避免偏心或傾斜。使用用于工具按照規定扭矩擰緊固定螺絲。確認與感光鼓間隙符合規格要求。安裝后進行功能測試,檢查充電均勻性。1次使用應進行初始化校準。禁止使用潤滑劑或調整墊片。定期檢查安裝狀態,防止松動。不同機型有特定安裝程序,應嚴格遵循制造商指南。正確安裝可避免損壞敏感部件,確保穩定運行。防靜電涂層輥體電阻 10?Ω,消除碳粉靜電吸附,減少設備粉塵污染。IM550F充電輥源頭廠家
復印機打印機耗材配件充電輥研究前沿石墨烯涂層技術 提升導電性和耐磨性。自修復材料可自動修復微小損傷,延長壽命。壓電材料實現壓力自適應,優化接觸質量。柔性電子技術使可彎曲充電輥成為可能。生物降解材料減少環境影響。人工智能預測壽命,優化更換周期。量子點技術提升圖像分辨率。納米結構表面增強電荷分布均勻性。多物理場仿真優化設計。這些創新將推動充電輥向更智能、更高效、更環保方向發展,支持未來打印復印技術進步。Bizhub C287充電輥生產廠家充電輥表面微弧氧化處理提升耐磨性,摩擦系數穩定在0.15。
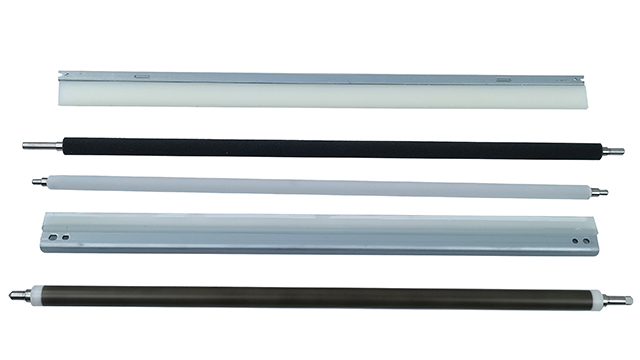
充電輥的主要工作原理與結構拆解充電輥作為激光復印機成像的“電力基石”,通過接觸式充電為鼓芯構建均勻靜電場。其典型結構包括:①導電芯軸(不銹鋼/陶瓷材質,傳導高壓);②彈性橡膠層(邵氏硬度60-80A,確保接觸緊密);③防靜電涂層(表面電阻10?-10?Ω,防止碳粉吸附)。當高壓發生器輸出-600V電壓時,電荷通過芯軸→橡膠層→鼓芯傳導,使鼓面形成-800V~-1000V的均勻電位層,為后續激光曝光(消電成像)奠定基礎。圖文要點:插入充電輥剖面圖,標注芯軸、橡膠層、涂層位置。鍍鎳充電輥vs陶瓷充電輥:性能對比解析鍍鎳充電輥(成本中低):優勢在于導電性能優異(電阻率×10??Ω?m)、加工精度高(表面粗糙度μm),適合普通辦公場景(20萬印次壽命);劣勢是耐腐蝕性一般(鹽霧測試200小時生銹)。陶瓷充電輥(成本中高):采用氧化鋯陶瓷芯軸(硬度HRC85),耐磨損性提升5倍(100萬印次壽命),化學穩定性強(耐pH2-12腐蝕),適合高頻工業場景。圖文要點:制作對比表格,標注壽命、成本、耐腐蝕性等參數,配兩種輥體實物圖。
充電輥的壽命測試報告:100萬印次耐久性驗證通過第三方實驗室測試,某陶瓷充電輥在100萬印次后:①橡膠層厚度磨損0.28mm(行業標準<0.3mm);②表面電阻從10?Ω升至1.1×10?Ω(增幅<10%);③充電電壓波動保持在±3%以內。對比普通橡膠輥(20萬印次后磨損0.35mm,電阻增幅30%),耐用性***提升。圖文要點:插入壽命測試曲線圖表,橫軸為印次,縱軸為磨損量/電阻值。充電輥的安裝禁忌:反向插入的危害與防呆設計充電輥軸端通常設計有防呆缺口/凸起,若反向插入會導致:①壓力不均勻(一側接觸過緊,一側過松);②齒輪無法嚙合(導致傳動故障);③涂層劃傷(鼓芯與輥體硬性摩擦)。防呆設計通過機械結構(如非對稱接口)強制正確安裝,某企業因誤裝導致的故障占比從15%降至0%。圖文要點:展示防呆接口的正反面對比圖,標注安裝方向標識。充電輥溫度傳感器精度±1℃,支持過熱保護功能。
充電輥行業標準國際標準如ISO10560定義了充電輥電氣特性和機械要求。電阻率標準通常在10^6-10^9Ω·cm范圍。厚度公差控制在±0.05mm以內。表面粗糙度Ra值要求≤0.5μm。耐久性測試需通過連續打印100,000頁無性能下降。環保標準如RoHS限制有害物質含量。兼容性標準確保與主流機型匹配。行業認證如UL和CE確保安全可靠。企業標準往往超越基礎規范,追求更高性能。定期標準更新推動技術創新,如新的標準要求更嚴格的臭氧排放控制和能效指標。充電輥快換模組兼容 90% 主流機型,備件管理更高效。TASKalfa 356ci充電輥批量定制
壓力傳感器實時監測,異常時報警提示,預防鼓芯過壓損傷。IM550F充電輥源頭廠家
充電輥與色彩管理充電均勻性直接影響彩色打印質量。四色疊加時,充電偏差導致色彩偏移和混色。表面狀態影響色彩飽和度和明暗層次。電阻率特性決定色彩過渡平滑度。電壓精度影響灰度等級再現能力。多層介質處理時,充電一致性更為關鍵。特殊涂層技術改善色彩表現,如抗眩光涂層。與環境溫濕度更好的兼容性確保色彩穩定性。先進的色彩管理系統與充電輥狀態聯動,自動調整參數。好品充電輥是專業色彩輸出的保障,廣泛應用于印刷和出版領域。IM550F充電輥源頭廠家
- 各系列打印機配件顯影倉硅油 2025-06-23
- SP5300DN刮刀刮板生產企業 2025-06-23
- 全新兼容Bizhub 558鼓架生產企業 2025-06-23
- 全新兼容ECOSYS P2235dn顯影組件打印一體機耗材 2025-06-23
- 各系列打印復印一體機配件感光鼓組件色驅 2025-06-23
- Bizhub C368刮刀刮板供應商 2025-06-23
- 全新兼容PA2100CX鼓架批發廠家 2025-06-23
- 全新兼容京瓷DV-1150顯影組件辦公耗材 2025-06-23
- 全新兼容柯尼卡美能達DR215K黑色充電輥廠家直銷 2025-06-23
- 全新兼容Bizhub 658e鼓架廠家直銷 2025-06-23
- 深圳遠程輔導作業智能分析系統哪里有賣 2025-06-23
- 中山人教版歷史同步練習專題訓練 2025-06-23
- 館情介紹機銷售廠家 2025-06-23
- 河南創意茶幾柜批發廠家 2025-06-23
- 中山歐松板貼木皮辦公家具哪家好 2025-06-23
- 辦公禮品套裝 2025-06-23
- 鄭州打印墨盒多少錢一個 2025-06-23
- darb全金屬鋼筆五年級學生用 2025-06-23
- 上海牛皮老板椅采購 2025-06-23
- 安徽沉浸式麻醉學虛擬仿真實訓系統 2025-06-23