楊浦區自動化氣缸操作
在汽車制造中,氣缸覆蓋沖壓、焊接、裝配全流程。沖壓車間的模具氣缸(缸徑 320mm,行程 1000mm)以 0.8MPa 壓力驅動模具閉合,壓力波動≤2%,確保車身覆蓋件的沖壓精度(誤差≤0.2mm)。焊接車間的焊鉗氣缸采用雙活塞設計,推力達 5000N,配合伺服電機實現焊接壓力的精確控制(±10N)。裝配車間的擰緊氣缸集成扭矩傳感器,實時反饋擰緊力矩(精度 ±2%),確保發動機螺栓的裝配質量。某汽車工廠統計顯示,氣缸故障導致的停線時間占總停線時間的 15%,通過智能氣缸升級,停線時間降低至 5%。氣缸在農業機械中用于控制播種、施肥或收割部件的動作時序。楊浦區自動化氣缸操作
智能氣缸集成壓力傳感器(精度 ±0.5% FS)、位移傳感器(分辨率 0.1mm)和溫度傳感器(精度 ±1℃),可以通過工業以太網(如 EtherCAT)實時上傳數據至 PLC 或云端。AI 算法可以預測密封件的壽命(準確率可以達到≥85%),并自動生成對應的維護計劃。在柔性生產線中,智能氣缸可以根據訂單變化自動調整行程和壓力,換型時間從 2 小時縮短至 15 分鐘。未來,氣缸將與數字孿生技術結合,實現虛擬調試和故障預演,從而進一步提升工業自動化水平。南京耐用氣缸價格咨詢氣缸的亞德客、SMC等品牌產品在工業自動化領域占據主要市場份額。

選型的誤區包括:(1)忽略負載的慣性,從而導致氣缸速度波動過大 —— 需要通過公式F=ma+μmg計算慣性力;(2)沒有考慮環境的腐蝕,選用普通的密封件 —— 潮濕環境應選擇不銹鋼缸體 + 三元乙丙橡膠密封;(3)盲目追求低價,忽視壽命 —— 低價氣缸的密封件壽命可能只為高質量產品的 1/3。避免方法:建立選型 checklist,包含負載、環境、壽命、成本四維度評估,參考廠家提供的樣本數據(如 SMC、Festo 的選型軟件),并且進行現場測試驗證。
新型氣缸在材料、結構、控制技術上不斷創新。材料方面,碳纖維增強復合材料缸體重量減輕 40%,強度提升 25%;結構方面,緊湊型氣缸(長度縮短 30%)適用于狹小空間,多位置氣缸可在同一行程內實現 3 個停止位(定位精度 ±1mm)。控制技術方面,集成物聯網傳感器的智能氣缸可實時監測壓力、溫度、位移數據,通過邊緣計算實現故障預測(準確率≥90%)。未來趨勢包括:與伺服電機融合的氣電混合驅動,效率提升 30%;基于數字孿生的虛擬調試,縮短設備開發周期 20%。氣缸的出力計算公式為F=P×A,其中P為氣壓,A為活塞有效面積。

單作用氣缸以其結構簡單、成本低廉的優勢,在輕載自動化場景中占據重要地位。其關鍵設計是只在活塞一側引入壓縮空氣,另一側依靠復位彈簧或重力實現回程。例如,在紡織機械的絡筒工序中,單作用氣缸驅動導紗器往復移動,當進氣口通入壓縮空氣時,活塞桿以 0.3m/s 的速度推出,完成紗線的分層卷繞;斷紗時,電磁閥失電,彈簧力推動活塞復位,等待下一次動作。該類型氣缸的行程通常在 50-300mm 之間,缸徑范圍 32-100mm,大推力可達 2000N(0.6MPa 壓力下)。值得注意的是,彈簧復位型單作用氣缸的回程速度受彈簧剛度影響,需通過節流閥調節排氣速度,避免沖擊振動。氣缸的故障模式包括漏氣、卡滯、出力不足及活塞桿彎曲等。南京耐用氣缸價格咨詢
氣缸在機床夾具中用于快速夾緊工件,提高加工效率和定位精度。楊浦區自動化氣缸操作
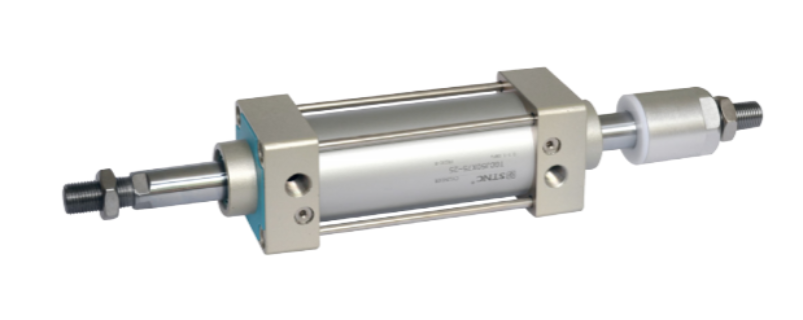
氣缸由缸筒、活塞、活塞桿、前后端蓋等關鍵部件構成。當壓縮空氣經由進氣口進入缸筒一側時,會在活塞表面形成壓力差,推動活塞沿缸筒軸向運動。例如,在自動化生產線中,當電磁閥切換,壓縮空氣涌入氣缸,活塞桿便能迅速伸出,推動工件完成指定動作。缸筒作為氣缸的主體,多采用高質量鋁合金或不銹鋼材質,既保證了強度,又減輕了重量。活塞與缸筒內壁之間通過密封件緊密貼合,防止氣體泄漏,確保氣缸的高效運行。而活塞桿則負責將活塞的運動傳遞到外部負載,完成各種機械動作。楊浦區自動化氣缸操作
- 崇明區自動化接頭哪家好 2025-06-04
- 寶山區哪里有電磁閥供應商 2025-06-04
- 長寧區什么是氣源處理執行標準 2025-06-04
- 寶山區制造電磁閥維修電話 2025-06-04
- 連云港自動化接頭商家 2025-06-04
- 南通耐用氣源處理推薦貨源 2025-06-04
- 徐匯區全自動電磁閥執行標準 2025-06-04
- 自動化接頭維修 2025-06-04
- 揚州全自動氣源處理執行標準 2025-06-03
- 寧波自動化氣源處理操作 2025-06-03
- 天津全黃銅球閥品牌 2025-06-04
- 江蘇鐵芯縱剪線價格 2025-06-04
- 江蘇膠塞測試滅菌柜 2025-06-04
- 北京陶瓷混料自動化陶瓷智能工廠改造供應商 2025-06-04
- 珠海噴涂設備噴漆槍的使用方法 2025-06-04
- 寶山區附近管道CCTV檢測服務工廠直銷 2025-06-04
- 手術顯微鏡批發 2025-06-04
- 福建蒸發冷空調技術指導 2025-06-04
- 九龍坡區靠譜的輥哪家好 2025-06-04
- 福建哪些智能工業掃地機設備廠家 2025-06-04