佛山油漆噴漆噴涂噴漆涂裝流水線
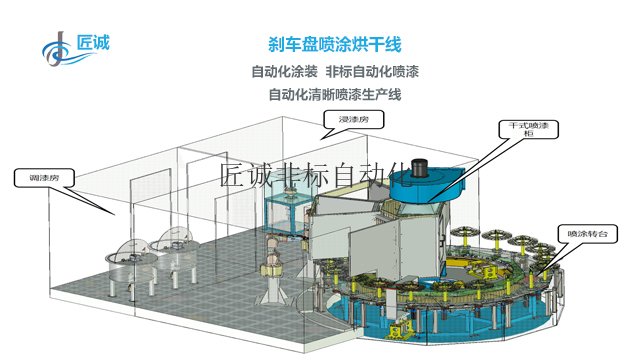
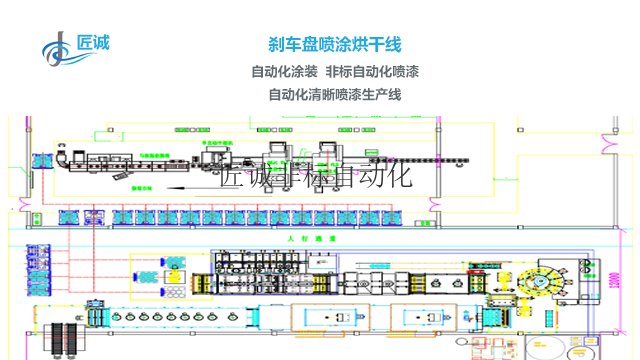
噴涂單元霧化氣壓校準步驟?1.確認噴槍類型與標準參數?傳統噴槍:標準霧化氣壓4.0巴RP噴槍(中低壓):標準霧化氣壓2.5巴HVLP噴槍(高流量低氣壓):標準霧化氣壓2.0巴根據設備銘牌或說明書確認噴槍類型,并設定初始氣壓基準值?35。?2.調整總氣壓旋鈕?打開氣源閥門,將總氣壓調節旋鈕(通常位于***體平行位置)調整至標準氣壓范圍(0.3-0.5MPa)?67;使用氣壓表驗證實際輸出值,確保與設定值誤差≤±5%?36。?3.流量與氣壓聯動調節??增大流量?:逆時針旋轉涂料流量調節旋鈕,增大***針行程,同時按比例提升氣壓(流量每增加20%,氣壓需提升0.1-0.2巴)?57;在汽車零部件廠案例中,設備自動接收訂單信息并切換生產參數,使多型號混線生產切換時間從45分鐘縮短。佛山油漆噴漆噴涂噴漆涂裝流水線
?3. 環境控制與穩定性保障??溫濕度精細調控?:噴漆室需維持溫度±2℃、濕度±5%的恒定環境,否則流平時間延長30%,導致橘皮或氣泡缺陷?68。?空氣潔凈度管理?:壓縮空氣中的油水雜質(如未配置分離過濾器)會混入涂層,引發失光或附著不良?37。?粉塵隔離難題?:高粉塵工況(如鑄造車間)要求設備達到IP67防護等級,否則**部件壽命縮短50%以上?46。?4. 自動化系統協同與智能決策??多設備聯動瓶頸?:噴涂機器人與輸送鏈、烘干爐的時序配合誤差超1秒即導致工件堆積或烘烤不足?46。?參數自適應能力?:現有系統對突發狀況(如異物附著、涂層瑕疵)響應滯后,依賴人工干預補噴?48。?數據驅動優化?:需建立300+傳感器網絡實時監測膜厚、干燥速率等參數,但多源數據融合算法開發難度大?26。東營工業自動化噴漆涂裝流水線源頭供應商無論是來圖定制還是來樣加工,我們都能快速響應,確保高質量的產品交付。
自動化噴漆設備噴槍技術難點分析?1. 霧化效果與噴涂均勻性控制??涂料黏度動態調節?:噴涂過程中涂料黏度波動(±5%偏差)會導致霧化顆粒直徑差異超20μm,引發起粒或橘皮缺陷,需通過閉環黏度控制系統實時調整稀釋劑配比?35。?氣帽/噴嘴協同優化?:氣帽霧化孔堵塞或噴嘴磨損(口徑偏差>0.1mm)會造成噴幅分裂或偏移,需采用自清潔氣帽設計(如超聲波振動模塊)和碳化鎢耐磨涂層噴嘴?47。?壓力精細調控?:噴涂壓力波動超±0.2MPa時,涂層厚度偏差可達30μm,需集成高精度調壓閥(控制精度±0.05MPa)與氣壓實時補償算法?45。
?17.**轉民用:隱身涂層的商業化落地?基于***雷達吸波材料技術,匠誠開發出建筑用熱反射涂層系統。在物流倉儲屋頂噴涂后,室內降溫能耗降低41%,且耐候性達15年以上。該技術已獲LEED綠色建筑認證,單項目比較大應用面積達38萬平方米,反射率持續保持86%以上。?18.文化賦能:非遺工藝的工業化新生?匠誠聯合景泰藍傳承人開發的數字化點藍設備,通過256級壓力控制的精密注漿系統,將傳統七道釉料填充工序整合為一次性完成。在保持手工藝術神韻的同時,使景泰藍擺件生產效率提升17倍,良品率從55%飛躍至93%,助力非遺技藝走進千萬家庭。壓縮空氣中的油水雜質(如未配置分離過濾器)會混入涂層,引發失光或附著不良?。
?故障診斷與排除?故障現象可能原因解決方案噴涂不均勻噴嘴堵塞/霧化氣壓異常拆卸清洗噴嘴,校準氣壓傳感器?2輸送帶卡滯鏈條過松/異物卡入調整張緊裝置,***障礙物?2漆膜附著力差前處理不徹底/固化溫度低檢查脫脂液濃度,校準溫控模塊?2除塵系統壓差過高濾筒堵塞/風機轉速不足更換濾材,檢測變頻器輸出?1?關鍵備件清單?噴槍霧化帽(材質:碳化鎢,壽命≥2000h)?2輸送鏈條(抗拉強度≥800N/mm2,每2年更換)?2除塵濾筒(過濾精度0.3μm,更換周期≤6個月)?1噴漆室需維持溫度±2℃、濕度±5%的恒定環境,否則流平時間延長30%,導致橘皮或氣泡缺陷?。莆田靜電噴涂噴漆涂裝流水線
低能耗設計結合能源回收技術,助力企業達成節能減排目標。.佛山油漆噴漆噴涂噴漆涂裝流水線
?4. 噴幅扇面測試?噴幅調節旋鈕(通常位于***體垂直位置)控制噴涂扇面寬度:逆時針旋轉擴大噴幅,適用于大面積工件;順時針旋轉縮小噴幅,適用于精細噴涂?38;在試噴板上觀察扇面均勻性,要求邊緣無拖尾、中部無堆積?57。?5. 試噴與微調?噴涂距離保持:傳統噴槍18-23cm,HVLP噴槍13-17cm?34;觀察霧化效果:合格霧化顆粒應呈均勻云霧狀,無“流星線”或“魚眼”缺陷;根據涂層厚度動態微調,若出現橘皮紋則需降低氣壓0.1-0.3巴?56。關鍵操作規范?聯動校準原則?:氣壓與流量需同步調節,流量越大,氣壓需求越高(正比關系)?57;?環境補償?:溫度每升高10℃,氣壓需降低0.05-0.1巴以抵消涂料粘度變化?36;?校驗周期?:每500工作小時或更換涂料類型時需重新校準?35。故障排查速查表異常現象可能原因修正措施霧化顆粒粗糙氣壓不足/流量過高按流量比例提升0.2-0.4巴?57涂層邊緣飛濺噴幅過大/氣壓過高縮小噴幅并降低0.1-0.2巴?38中心涂料堆積流量過大/氣壓過低同步降低流量與氣壓?56通過以上步驟可實現噴涂霧化參數的精細匹配,滿足不同工藝場景需求(如汽車件高光漆噴涂需0.3μm級霧化精度?35)。佛山油漆噴漆噴涂噴漆涂裝流水線
- 鎮江噴漆涂裝流水線效率高省人工 2025-06-30
- 汕頭全套工業自動化噴漆涂裝流水線促銷價格 2025-06-30
- 佛山非標自動化噴漆涂裝流水線 2025-06-30
- 杭州噴漆杭州非標自動化噴涂機器人 2025-06-30
- 惠州非標自動化噴漆涂裝流水線專業設備廠家 2025-06-30
- 江門全自動化噴漆涂裝流水線專業設備廠家 2025-06-30
- 成都噴漆涂裝流水線市場報價 2025-06-30
- 惠州別墅豪宅五恒系統豪宅標配 2025-06-30
- 東營非標自動化噴漆涂裝流水線機械手自動噴涂 2025-06-30
- 三明油漆噴漆噴涂噴漆涂裝流水線高效高質量噴漆方案 2025-06-30
- 北京m20防水接頭批發 2025-06-30
- 廣東酒店廚房設備價位 2025-06-30
- 工業除濕機廠家供應 2025-06-30
- 汕頭全套工業自動化噴漆涂裝流水線促銷價格 2025-06-30
- 護眼儀價格 2025-06-30
- 四川商用廚房中央空調在線詢價 2025-06-30
- 上海比較好的恒溫恒濕控制供應商家 2025-06-30
- 長寧區未來弱電工程市場規模 2025-06-30
- 黃浦區雅馬哈商場卡拉OK音箱安裝調試 2025-06-30
- 江蘇商用高溫廚房空調店鋪 2025-06-30