�Ϻ�����ɰ݆�������O(sh��)������ �Ϻ����J�@ʯ����(y��ng)
�l(f��)؛���c(di��n)���Ϻ����֖|� ^(q��)
�l(f��)���r�g��2025-06-05

�l(f��)؛���c(di��n)���Ϻ����֖|� ^(q��)
�l(f��)���r�g��2025-06-05
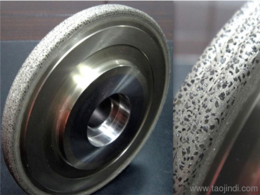
̼����ɰ݆Ӳ�ȸߣ���ʹ�ý���ʯ�����������ޕr�ɲ��ö�������ʯ�P�������x�� D60136������(y��ng) 80# ɰ݆����ͨ�^�����M(j��n)�o����0.02-0.04mm / �Σ����Ч�ʡ����ޕr���hʹ�ý���ʯ�L݆������ SWISSCO �� Rondist ����݆������Ȼ����ʯᘾ���ֲ����������� Ra0.04��m ���R��Ч����̼����ɰ݆�����r�豣����sҺ���㣬����ߜ،�(d��o)��ĥ��Ó�䡣��ʹ�ý���ʯ������������Ȼ����ʯᘾ���ֲ�������ʯ�L݆ɰ݆������ͨ�^��(sh��)�ؾ��̌�(sh��)�F(xi��n)��(f��)�s�����������(f��)�ƣ��乤��ԭ���ǝL݆�cɰ݆ͬ�����D(zhu��n)�����ٶȱ� 0.3-0.7�������� 0.5-1��m / �D(zhu��n)�����M(j��n)�o����R����������sϵ�y(t��ng)���ø߉�ˮ�F�����F���ɽ��������^(q��)��ض��� 50�����£���ֹɰ݆��׃�κͽ���ʯ̼�����Ϻ�����ɰ݆�������O(sh��)������

��(x��)����ɰ݆���� 120#-240#��Ҫ����ߵ��������ȣ�����Æ��w������ʯ�P�����ʯ�L݆���M(j��n)�o�ٶ������ 50mm/min ���_(d��)�� Ra0.16��m ���µı���ֲڶȡ��ձ����M(j��n)���ھ��������g(sh��)ͨ�^�ӑB(t��i)�{(di��o)���M(j��n)�������Ɍ�ɰ݆���ȷ���Aб������ 0.002mm �ԃ�(n��i)�����������M(j��n)�ж��΄�ƽ��z�飬����������ƫ�ƌ�(d��o)�¼ӹ���ӡ�����Æ��w������ʯ�P�����ʯ�L݆���M(j��n)�o�ٶ������ 50mm/min ���_(d��)�� Ra0.16��m ���µı���ֲڶȡ��ձ����M(j��n)���ھ��������g(sh��)ͨ�^�ӑB(t��i)�{(di��o)���M(j��n)��������������ɰ݆�������O(sh��)��S�ҽ���ʯ���|(zh��)��ɰ݆��������Ӳ���_(d��)Ī�� 10 �����ɸ�Ч����Ӳ�|(zh��)�Ͻ��մɵȳ�Ӳ����ɰ݆��*����ĥ�����ȡ�

ɰ݆������������(y��ng)�����x��ɰ݆������(j��)�������Ϻ�ĥ��Ҫ���x����mӲ�ȡ����ȺͽM����ɰ݆�����磬����Ӳ�ȸߵĹ��������x���^ܛ��ɰ݆���Ա�ĥ�g��ɰ�����rÓ�䣬����ɰ݆�����J�ԣ��ڱ��C�X��ֲڶ�Ҫ���ǰ���£����x���^�����ȵ�ɰ݆�����_(d��)���^�ߵ�ȥ�������ʡ� ��(y��u)��ĥ������(sh��)���m��(d��ng)����ɰ݆�D(zhu��n)�١��M(j��n)�o����ĥ����ȣ�����ĥ�������^��ͬ�r���{(di��o)�������cɰ݆���D(zhu��n)�٣�ʹ���ƥ�䣬���Cĥ���^��ƽ��(w��n)�� ������s�l�����_����sҺ����(y��ng)���㣬�����͉���Ҫ����Ҫ��һ�������� 40 - 45L/min�������� 0.8 - 1.2N/mm�����ң�Ҫ����sҺ������������λ�ã�ʹ��sҺ�܉�ֱ��������ĥ���^(q��)����Ч���ߟ��������⣬߀�豣����sҺ�ļ��������ڸ��Q���^�V��sҺ����ֹ��ض��^�ߡ� ���]�����������ԣ�����Ӳ�ȸߡ��g�Դ��ጧ(d��o)�ʵ͵Ĺ������ϣ��ɲ����^С���M(j��n)�o������߹����D(zhu��n)�٣��Ԝp�ٟ����a(ch��n)���ͷe�ۡ� ���C�O(sh��)�䷀(w��n)���ԣ��x���cĥ��ƥ�����õ�ɰ݆���_��ɰ݆���b�ι̣�����΄ӡ�ͬ�r���z�鹤�b�A�ߣ�ʹ���܉��ι̵؊A�o��������ֹ������ĥ���^���аl(f��)��λ�ƻ�΄ӡ����⣬߀�趨�ھS�o(h��)�ͱ��B(y��ng)ĥ�������C�侫�Ⱥͷ�(w��n)���ԡ�
ɰ݆�������ں��պ����I(l��ng)��đ�(y��ng)�ú��պ��칤�I(y��)��ɰ݆�������ľ��ȺͿɿ�������˘O��Ҫ��⁺Ͻ��~Ƭĥ����ʹ�ó���ɰ݆��������ͨ�^���l�������(qi��ng)����ʯ�cɰ݆���������ã���������^��׃�Σ�*�~Ƭ�Ě�����ܡ�������Ч�ʱȂ��y(t��ng)�������� 40%�������|(zh��)���_(d��) Ra��0.1��m����(f��)�s������������x�Ô�(sh��)�ؽ���ʯ�L݆�����Π�ȿ��_(d��) ��2��m���M�㺽�հl(f��)�әC(j��)�����ć�(y��n)��Ҫ�����磬���հl(f��)�әC(j��)�~Ƭ�ď�(f��)�s����ĥ������ʹ�ø߾��Ȕ�(sh��)�ؽ���ʯ�L݆���������_��ɰ݆����ď�(f��)�ƾ��ȣ��Ķ����C�~Ƭ�Ŀ՚�����W(xu��)���ܡ����⣬���պ����I(l��ng)��߀�V����(y��ng)�� CBN ɰ݆�����������ߜ��_(d��) 1300�棬����Ч����懻����Ͻ��~Ƭĥ��ɰ݆���p��߅�����ѣ���ӹ�Ч�ʺ��|(zh��)������yʽɰ݆�������������� 2kg�������Ե������ɿ��ٰ��b�ڸ��ĥ�����m�ϬF(xi��n)����(y��ng)��������

��֬�Y(ji��)�τ�ɰ݆�����������cע�����(xi��ng) ��֬�Y(ji��)�τ�ɰ݆������ƽ������Ч���c�Y(ji��)�τ��ѳ��������]ʹ�þG̼����ɰ݆��80# ���ȣ�Ӳ�� K-L �����M(j��n)����ĥ���G̼����ɰ݆�D(zhu��n)�ّ�(y��ng)�O(sh��)�� 30m/s���������Ę�֬ɰ݆�D(zhu��n)�ٞ� 10m/s�����羫չ�� AP50 ����������ͨ�^�p��(qi��ng)�������O(sh��)Ӌ(j��)��(sh��)�F(xi��n) ��95�� �Ƕ��{(di��o)��������Чȥ��ɰ݆��������ӡ�ע�����(xi��ng)������ÿ��������Ȳ����^ 0.01mm�������^��ĥ����(d��o)�½Y(ji��)�τ�Ó�䣻��ĥ�����ø߉�����ɰ݆��϶����ֹ��֬��м?x��)�������ɰ݆������F(xi��n)�Ѽy������ó�����o�������Խ��͟ᑪ(y��ng)������(f��)�s�����������x�Ô�(sh��)�ؽ���ʯ�L݆�����Π�ȿ��_(d��) ��2��m���M�㺽�պ����I(l��ng)��ć�(y��n)��Ҫ��������ɰ݆�������O(sh��)��S��
��ĩ���Y(ji��)����ʯɰ݆������ͨ�^�ߜ�?z��)ቺ��ˇ������ʯ��ĩ�c���ٽY(ji��)�τ��̻����Ɍ�(sh��)�F(xi��n)ɰ݆����������J���Ϻ�����ɰ݆�������O(sh��)������
ɰ݆��������ɰ݆��ʹ���^���У���������uĥ�p�����F(xi��n)ƽ�����½���݆��׃�εȆ��}��ɰ݆���͵����Ԍ�ɰ݆�M(j��n)�о��_������ʹ��֏�(f��)��ԭ�����Π�ͳߴ磬���Cɰ݆��ĥ�����ȡ� ����ĥ������һЩ�ض���ĥ���ӹ��У���Ҫ��ɰ݆�������ض����Π��A����V �Ρ����εȣ��ԝM�㹤���������Π�Ҫ��ɰ݆���͵��܉����O(sh��)Ӌ(j��)Ҫ���(zh��n)�_�����������N����ɰ݆���Ķ���(sh��)�F(xi��n)�������ij���ĥ���ӹ��� ��(y��u)�c(di��n) �߾��ȣ��܉_������ɰ݆���Π�ͳߴ磬�_(d��)���ܸߵľ���Ҫ��һ����Կ��������e���Ķ����C��ĥ���ӹ��ľ��Ⱥͱ����|(zh��)���� ��Ч�ʣ����һЩ���y(t��ng)��ɰ݆�������������ֹ�������ʹ�ú��ε��������ߣ�ɰ݆���͵����Ը����ٵ���������������p����ɰ݆�������r�g����������a(ch��n)Ч�ʡ� �����Ժã�ͨ�����ø�Ӳ�ȡ���(qi��ng)�ȵIJ����Ƴɣ���Ӳ�|(zh��)�Ͻ�ȣ��������õ���ĥ�Ժ����g�ԣ��܉���������^���еĸ߉����ߜأ�ʹ�É����^�L�� �m��(y��ng)�ԏ�(qi��ng)�����Ը���(j��)��ͬ��ɰ݆���|(zh��)�����Ⱥ�Ӳ�ȣ��Լ���ͬ������Ҫ���x����m��ɰ݆���͵��M(j��n)�������������^��(qi��ng)���m��(y��ng)�ԡ��Ϻ�����ɰ݆�������O(sh��)������
������̶��Ԓ��Ո?ji��n)څ^(q��)̖�������"-"�� ��֙C(j��)̖�������ˈ�(b��o)�r�����M(f��i)���ն���֪ͨ




