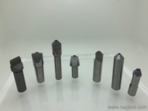
多顆粒金剛石砂輪修整器的高效粗修方案,多顆粒金剛石砂輪修整器采用燒結或電鍍工藝將微小金剛石顆粒固結于基體,例如美國諾頓的 105025# 修整器通過鎢合金粘合劑增強結構,可承受 0.04mm / 次的大進給量。該類工具適合粗粒度砂輪(如 46#-80#)的快速修形,例如在石材加工中,多顆粒金剛石筆可在 10 秒內去除砂輪表面 0.1mm 厚度的堵塞層。其優點是耐磨性強、成本較低,缺點是修銳效果較弱,需配合二次修銳工序。適用場景包括普通鋼件磨削、鑄造件毛刺去除等對效率要求高的粗加工領域。全自動數控砂輪修整器采用伺服電機驅動,定位精度達 ±0.001mm,可實現無人化連續修整。上海智能砂輪修整器設備廠家

硬質合金砂輪修整器的經濟型選擇,硬質合金砂輪修整器采用碳化鎢等硬質材料制成,例如韓國某品牌修整器通過硬質合金滾輪對氧化鋁砂輪進行粗修,每次修整深度可達 0.05mm。其優點是成本為金剛石工具的 1/5-1/3,缺點是耐磨性不足,需頻繁更換。適用場景包括普通鋼件的粗磨、木工砂輪的日常維護等對精度要求不高的場合。硬質合金砂輪修整器的經濟型選擇,硬質合金砂輪修整器采用碳化鎢等硬質材料制成。缺點是耐磨性不足,需頻繁更換。瑞士 DW 金剛石修整器通過嚴格操作流程確保精度:安裝時傾斜 10-15° 指向砂輪旋轉方向,使用冷卻液降低熱應力。上海工程砂輪修整器生產廠家角度型砂輪修整器配備可旋轉定位裝置,可精確修整砂輪 0°-60° 任意角度,滿足刀具刃磨的特殊需求。

智能化砂輪修整器的技術創新智能化砂輪修整器集成力傳感器和 AI 算法,可實時監測砂輪磨損狀態并自動調整修整參數。例如,在汽車制造中,全自動數控砂輪修整器采用伺服電機驅動,定位精度達 ±0.001mm,可實現無人化連續修整,減少人工干預,提高加工效率 20%。通過雙金剛石滾輪結構,實現了對不同類型砂輪的高效修整,其金剛石滾輪與芯軸同軸固定,并配備調整機構,可靈活調整滾輪端面與芯軸的垂直度,進一步提升修整精度。此外,智能化砂輪修整器還可通過物聯網技術實現遠程監控,例如在汽車制造工廠中,多臺磨床的修整器狀態實時同步,設備利用率提升 20%,同時降低人工干預成本。未來,集成 AI 視覺檢測和自適應控制的砂輪修整器將實現全流程自動化,根據實時檢測數據動態調整修整路徑和參數,例如 VAWD-250 全自動砂輪修整機配備高清視覺在線監測系統,可邊修整邊監測,確保砂輪型面精度和表面質量。
金剛石砂輪修整器的磨損預防與修復 金剛石砂輪修整器的磨損主要表現為頂部鈍化或脫落,預防措施包括: 合理選擇金剛石:根據砂輪硬度選擇金剛石品級(如樹脂砂輪用標準級,陶瓷砂輪用特級); 控制修整力:避免修整深度超過 0.01mm,粗修時采用 0.005mm / 次的漸進式進給; 定期檢測:每 20 次修整后用顯微鏡檢查金剛石磨損量,超過 0.1mm 時需進行二次粉碎或更換。 若金剛石脫落,可采用電鍍工藝修復:將修整器浸泡在鎳鈷合金電解液中,通過電解沉積恢復金剛石涂層厚度。刀具刃磨行業,角度型砂輪修整器可精確設定砂輪傾斜角度,保障硬質合金刀具的切削刃一致性。

單顆粒金剛石砂輪修整器的精密成型技術,單顆粒金剛石砂輪修整器以天然金剛石單晶,通過完整晶型設計實現微米級精度。其角度可定制(如 60°、90°、R 角),例如德國 SWISSCO 的 D85124 型號通過自然修整硬質合金砂輪,表面粗糙度可達 Ra0.08μm。該類修整器適合復雜輪廓成型,如渦輪葉片榫齒的圓弧修整,但需注意金剛石晶向對耐磨性的影響 一一[111] 晶向壽命是 [100] 晶向的 3 倍。其優點是精度極高,缺點是成本高昂且需定期檢查磨損(建議每修整 50 次后用顯微鏡檢測)。適用場景包括精密模具制造、航空航天部件加工等對形狀精度要求苛刻的領域。小直徑砂輪(如 φ50mm 以下)則需高精度工具,類修整器適合復雜輪廓成型,如渦輪葉片榫齒的圓弧修整,但需注意金剛石晶向對耐磨性的影響 一一[111] 晶向壽命是 [100] 晶向的 3 倍。珠寶加工中,單點金剛石砂輪修整器用于寶石拋光砂輪的精細修整,展現寶石的璀璨光學效果。上海哪里砂輪修整器生產廠家
超聲波砂輪修整器通過高頻振動增強金剛石與砂輪的切削作用,修整效率提升 40%,尤其適合硬脆材料砂輪。上海智能砂輪修整器設備廠家
砂輪修整器燒傷應合理選擇砂輪:根據工件材料和磨削要求,選擇合適硬度、粒度和組織的砂輪。例如,對于硬度高的工件,可選擇較軟的砂輪,以便磨鈍的砂粒及時脫落,保持砂輪的自銳性;在保證齒面粗糙度要求的前提下,宜選擇較粗粒度的砂輪,以達到較高的去除量比率。 優化磨削參數:適當降低砂輪轉速、進給量和磨削深度,避免磨削用量過大。同時,調整工件與砂輪的轉速,使其相互匹配,保證磨削過程平穩。 改善冷卻條件:確保冷卻液供應充足,流量和壓力要符合要求,一般流量為 40 - 45L/min,壓力為 0.8 - 1.2N/mm。并且,要將冷卻液噴嘴正對切削位置,使冷卻液能夠直接作用于磨削區,有效帶走熱量。此外,還需保持冷卻液的純凈,定期更換和過濾冷卻液,防止其溫度過高。 考慮工件材料特性:對于硬度高、韌性大或熱導率低的工件材料,可采用較小的進給量,提高工件轉速,以減少熱量產生和積聚。 保證設備穩定性:選擇與磨床匹配良好的砂輪,確保砂輪安裝牢固,避免晃動。同時,檢查工裝夾具,使其能夠牢固地夾緊工件,防止工件在磨削過程中發生位移或晃動。此外,還需定期維護和保養磨床,保證其精度和穩定性。上海智能砂輪修整器設備廠家
上海立銳鉆石刀具有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在上海市等地區的機械及行業設備中匯聚了大量的人脈以及客戶資源,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是最好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同上海立銳鉆石供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!